简约而不简单,我们的轧辊钢注浆管厂家定制销售售后为一体产品视频将用直观的方式展示产品的核心价值。
以下是:江西南昌轧辊钢注浆管厂家定制销售售后为一体的图文介绍

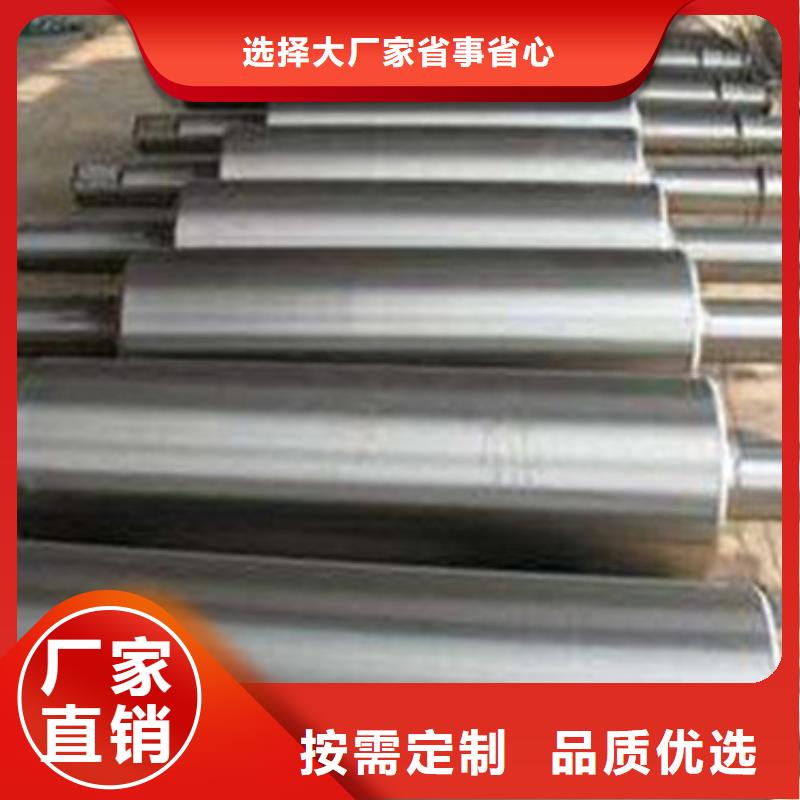
为了让用户用上满意的产品,新物通物资(南昌市分公司)建立了严苛的 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管质量验收的标准,还拥有先进的操作技术,为客户提供精准的售后服务,以远高于验收标准的工艺确保 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管的质量。


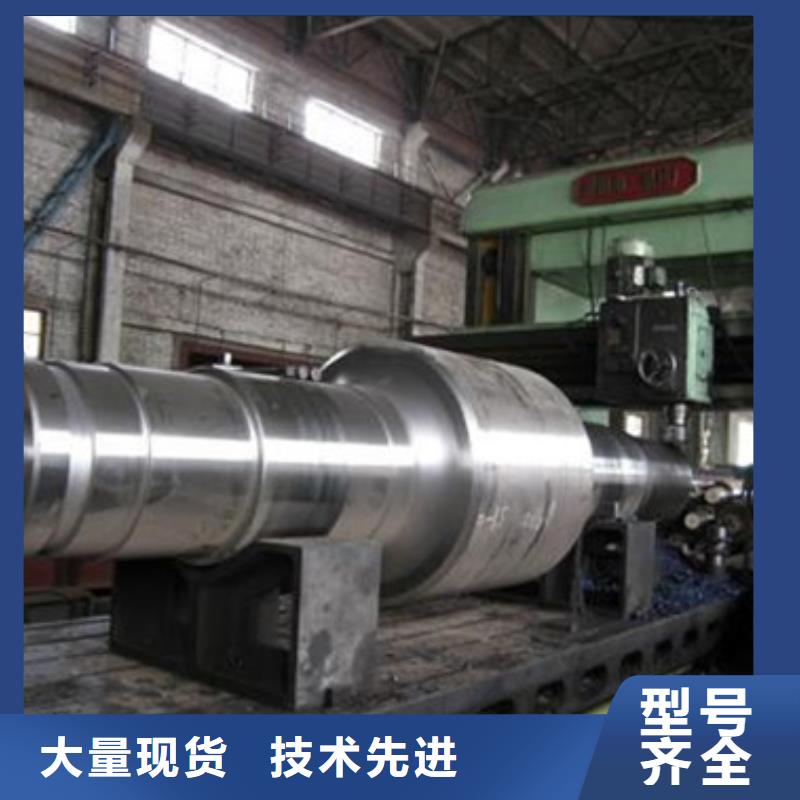
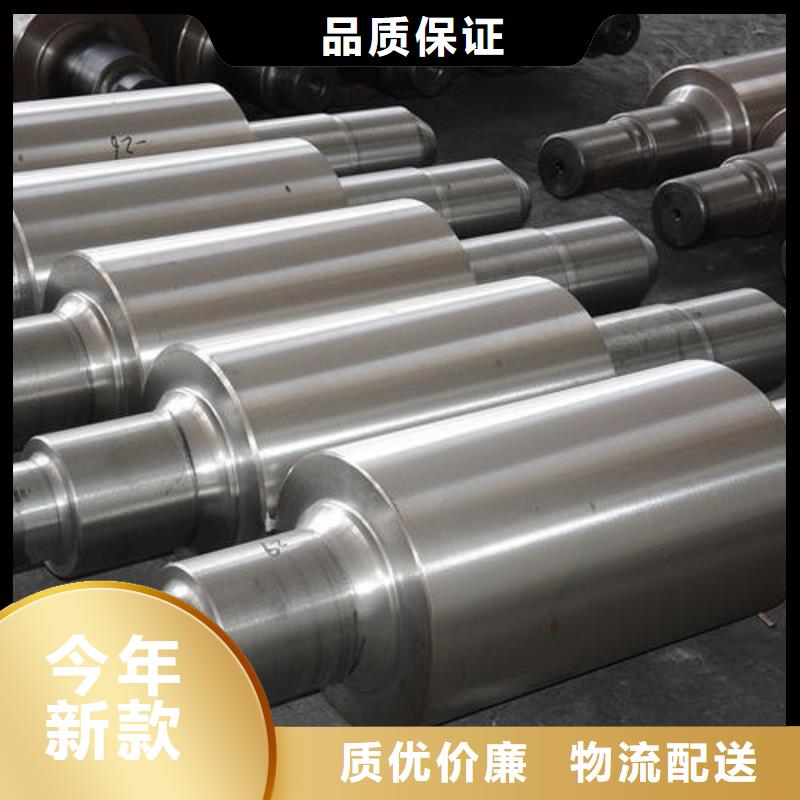
锻造由压钳把、倒棱、镦粗、拔坯压实、精锻等基本工序组成。锻造辊套时,尚有冲孔、扩孔等工序。锻造比是反映锻件质量的重要指标之一,热轧辊的锻造比一般不小于2.5;冷轧辊不小于3;支承辊不小于2。借助于冶炼和锻造技术的改进,锻造比可适当降低,如用电渣重熔钢生产冷轧辊选用锻造比为2。钢锭的冒口应有足够的切除量,以便去除钢锭的缩孔和偏析。通常热轧辊的锻件钢锭利用率为55%~62%;冷轧辊及支承辊为55%~60%。轧辊钢锭镦粗后,依轧辊的种类、重量及尺寸大小选用不同锻造法进行拔坯压实工序。宽砧大压下量锻造法(KD法)适用于高、中及低塑性,大、中型冷、热轧工作辊及支承辊;宽平砧强压下锻造法(wHF法)和去除中心部位拉应力锻造法(FM法)适用于高、中塑性大型及特大型支承辊;中心压实法同WHF法或FM法可配合使用。各种锻造方法的参数列于表3。轧辊锻件的典型锻造工艺列于表4。



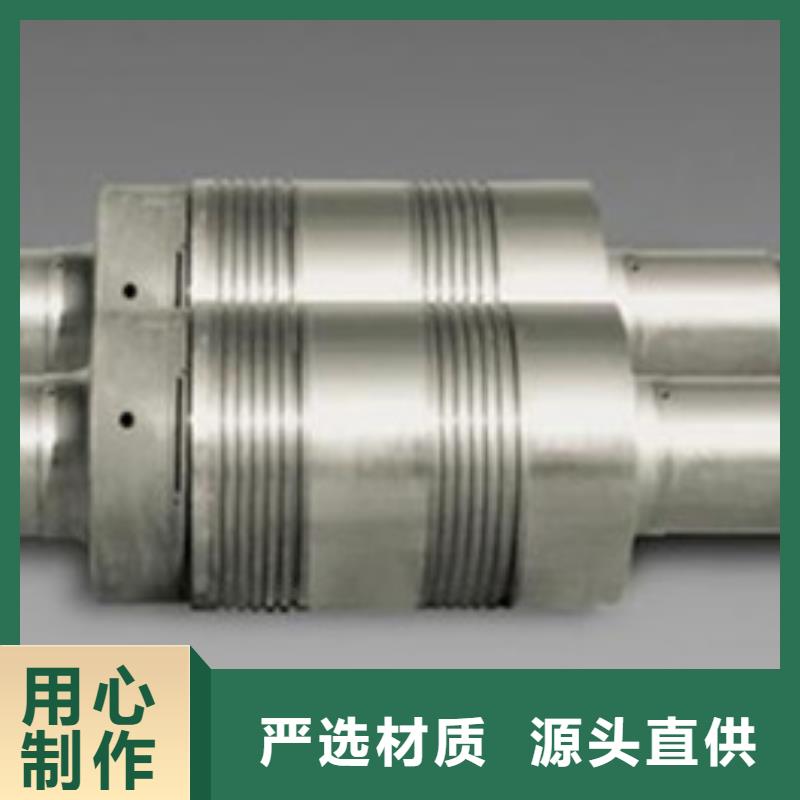
采用离心复合浇注工艺而生产的高合金复合铸铁轧。由于基体中存在板条状的Cr7C3型共晶碳化物、菊花状的Mo2C型共晶碳化物和颗粒状的Cr23C6型二次碳化物,高铬铸铁轧辊具有优异的抗耐磨性能,被广泛应用做热轧带钢连轧机粗轧和精轧前段工作辊、宽中厚板轧机粗轧和精轧工作辊及小型型钢和板材轧机精轧
4、合金球墨铸铁轧辊
合金球墨铸铁轧辊由于石墨从辊身到芯部呈球状均匀分布,所以抗拉强度大,可经受重载荷,耐磨损性很好。基体组织为碳化物及珠光体或针状体,合金球墨铸铁轧辊按辊身基体组织大体可分为两类:珠光体球墨铸铁轧辊和针状体球墨铸铁轧辊,合金球墨铸铁轧辊一般采用整体铸造,但针状体铸铁轧辊由于合金含量高,铸造应力大,可采用离心复合浇注工艺,获得理想的综合使用性能。合金球墨铸铁轧辊具有良好的抗热冲击和耐磨损性能,被广泛应用做大型初轧机、型钢轧机、棒材连轧机和大型无缝管轧机用辊。


1)仔细观察轧辊表面是否有裂纹、颜色异常、粘钢、压痕等现象;一般用肉眼检查轧辊表面光洁度和氧化膜状况,根据所轧产品表面质量的要求来决定是否可继续使用。
2)初期试用辊换下后可手工探伤,确无问题后可再上机使用,以摸索规律,积累经验;在机正常使用切 步检查无问题的轧辊也可不探伤;
3)初试用辊在轧制两个星期后吊入磨辊间,在磨床上测量辊型,做好磨削曲线记录,并与原始曲线对比,决定是否再上机使用。
型钢轧辊报废标准
一、开坯
1、如有探伤仪器,按照轧辊裂纹(水纹)深度达40mm,达到断辊极限,即报废。
2、开坯槽钢新辊轧制12000吨堆焊。
开坯角钢新辊一线轧制30000吨堆焊。
开坯角钢新辊二线轧制28000吨堆焊。
开坯槽钢轧辊堆焊后一次轧制10000吨再堆焊。
开坯槽钢轧辊堆焊后一次轧制18000吨再堆焊。




 扫一扫
扫一扫