想知道弯管-中频弯管专业品质产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:朔州应县弯管-中频弯管专业品质的图文介绍
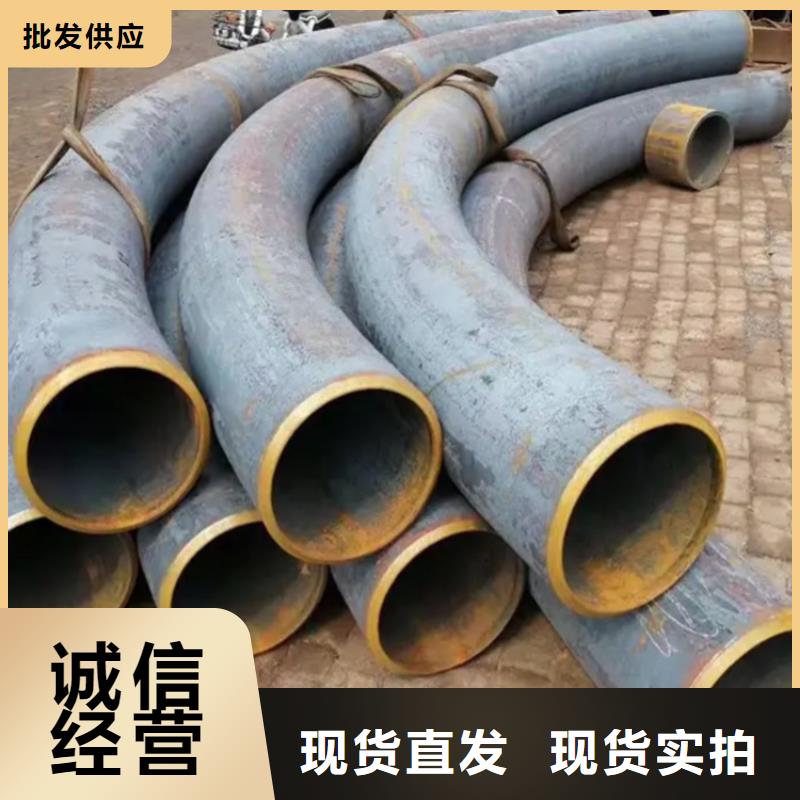
您购买 弯管的业务合作伙伴,我们拥有专职的技术人员为您提供售前丰富的 弯管产品介绍、售中给您专业的建议、售后施工指导等服务,航萧管件(朔州市应县分公司)一直在您身边,带给您性能优越、品质可靠且环境友好的 弯管产品。

弯管的处理流程标准有哪些。由于弯管广泛应用于热处理炉和压力容器中,在国内中央空气、汽车工业、航空航天工业链、造船等加工制造业中,弯管的质量对加工制造业、产品品种合理性、性能和可信度产生了迅速的影响。 弯管的处理流程标准有哪些 根据建筑涂料的实际效果、镀层质量和应用标准,探讨和总结具体的防腐规律。现在应用的新型弯管生产设备增加了支撑台不动的再下直框架的上表面,上支撑台为直框架板,上直框架板为与扩张支撑台平行的面,下直框架板和上直框架板设定直框架,直框架越过挤出机螺杆和下直框架上托安装在直框架板上,直辊根据几个直轴固定直轨滑动,这种结构在具体运用中发挥了合理的效果。 如今应用到的弯管生产设备,包含工作台及其热风扇和液压油缸,液压油缸固定不动安裝在工作台的底端,液压油缸的輸出端下设液压杆,液压杆根据工作台设定有管子端尾支撑架,而且实际操作台子上安裝有安裝板根据支撑架上边的支撑架,暖风散热风扇固定不动安裝在安裝板上,暖风散热风扇的輸出端联接暖风管,輸出端暖风管相匹配于管支撑架设定,支撑点支撑架安裝在实际操作台子上。 现阶段以相对管支撑架的輔助支撑架上,支撑柱相匹配工作台的内孔由伸缩杆设定,其弯管生产设备具备实际操作便捷,应用低成本,管件弯折实际操作便捷的特性,可依据管件弯折需要的视角,处理目前管件弯折实际操作的难题,现如今根据视角组织保持原材料弯折视角的精准定位,因而结构紧凑,合理布局,使用方便,方便使用。


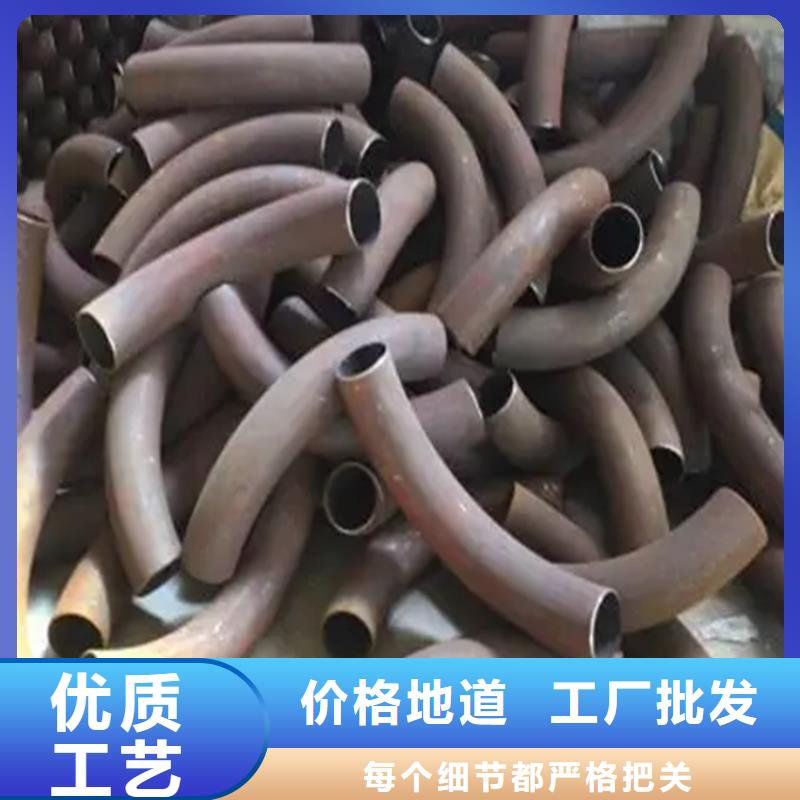
管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解 接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种 简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。 辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。 辗压式旋转:用竖柱式或竖式弯曲机弯曲 模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。 带纠正的折弯:这类折弯方式水管不容易挤扁。 芯轴式挤弯:这类挤弯一般为热挤 拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。



于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。








 扫一扫
扫一扫